汽车五金连续模具设计标准事例讲解!值得收藏转发!
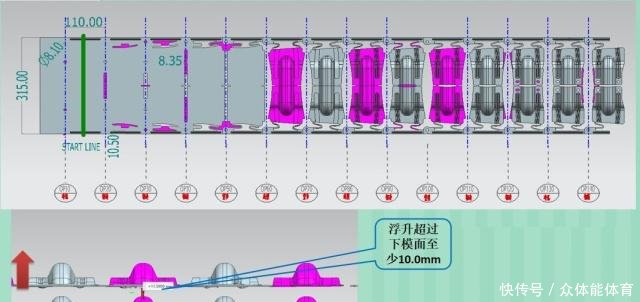
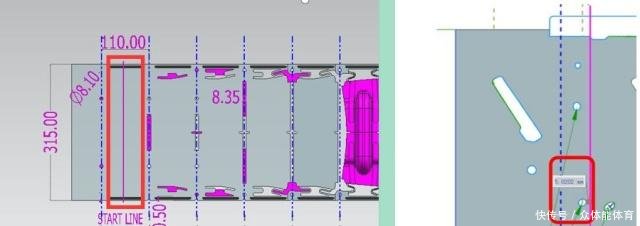
1.连续模中,初试线位置必须保证导正孔,步距刀缺口,侧刃误检缺口在第一站冲出;
2.初试线设置完成后,必须按步距复制到所有工站,确保不出现单边冲孔,切边,成型的情况;
3.初试线离第一序冲孔最小距离不能小于5MM(如下图所示)
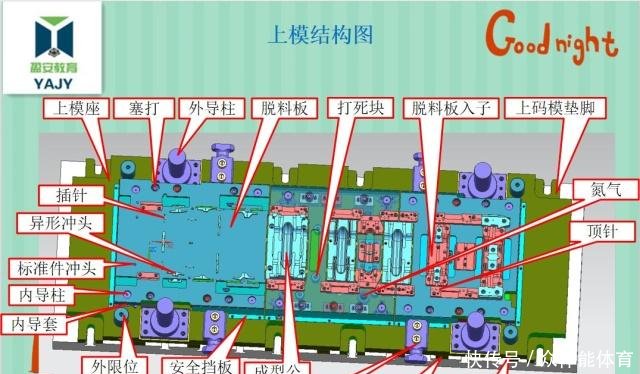
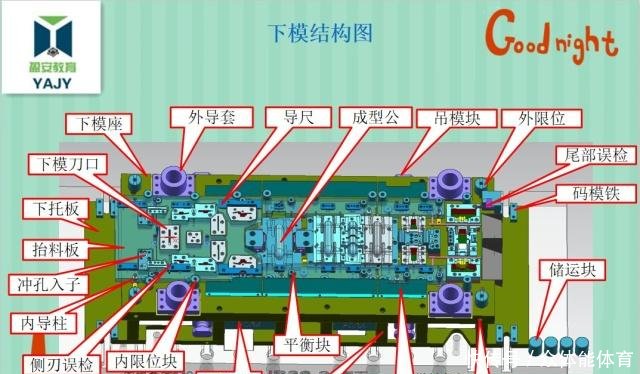
下模板设计标准
1.分板原则:为了方便加工与修模成本控制,每一个切边冲孔模板采用单独、多块的结构;为了节约材料,可以采用多块拼接结构。如果模具结构上允许,不再求有硬料垫板,有冲孔入子的,可以局部加硬料垫板。
2.模板要求:一般选用DC53钢材,按冲压材料的厚度(T)取模板厚度,T<3mm时,模板取H=32mm,T≥3mm时,模板取H=38mm。一般根据客户要求
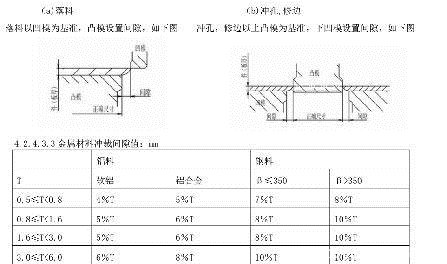
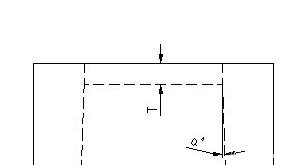
3.刀口磨刀量3mm≤T≤3倍料厚
a=1度,除客户另行指定。
4.模板定位、固定要求:
螺丝:一般选用螺丝M10以上,最少两个以上;
合销:对应螺丝大小选用Ф10以上;
是否加拔牙视客户要求而定,有用外形定要求的客户,必需加内牙或拔牙,方便装拆。
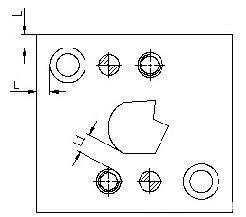
为了保证磨刀量,螺丝沉头孔从模板面到螺丝头至少H=5MM以上。
螺丝孔孔径边缘L≥5mm以上;特殊可以做到3.0
最小刀口边距L1≥8mm以上。
5. 有3D型面的刀口模板:原则就是减小CNC加工量,简化为简单的平面加工,除非客户另有指定。或者偏置降低2-3面粗加工

 电话
电话 邮箱
邮箱 北京市房山区良乡凯旋大街建设路18号-D4857
北京市房山区良乡凯旋大街建设路18号-D4857