机械加工行业的特点是设备种类多,每个产品需要经过多个工序,且各产品工序纵横交错。
因为工序复杂,因此目前手工排程方式通常只能排未来24-48小时计划,且计划员常常是工作于调度方式而非计划方式,在计划发生变更时修改更加困难。无法评估交期、不能按期交货、计划混乱是常态。本文为困惑中的企业介绍PlanMatAPS的自动生产排程解决方案。
计划统计数据:
本示例包括 964个订单,共9397。计划时间约5周,各类设备共有190台。排程运行时间 2分钟。
排程后界面如下:
以上为排程甘特图。水平轴为时间,垂直轴为设备。每个小矩形是一个生产任务。在不拆分情况下,每个定单经过一个工序会产生一个任务。
用户在甘特图中可以运行排程,查看计划,并修改计划。
模型特点如下:
PlanMate排程示例:
产品模型如下(单个产品示例):

产品工序

产品工序使用的设备和节拍时间
在自动排程后,工序流如下:
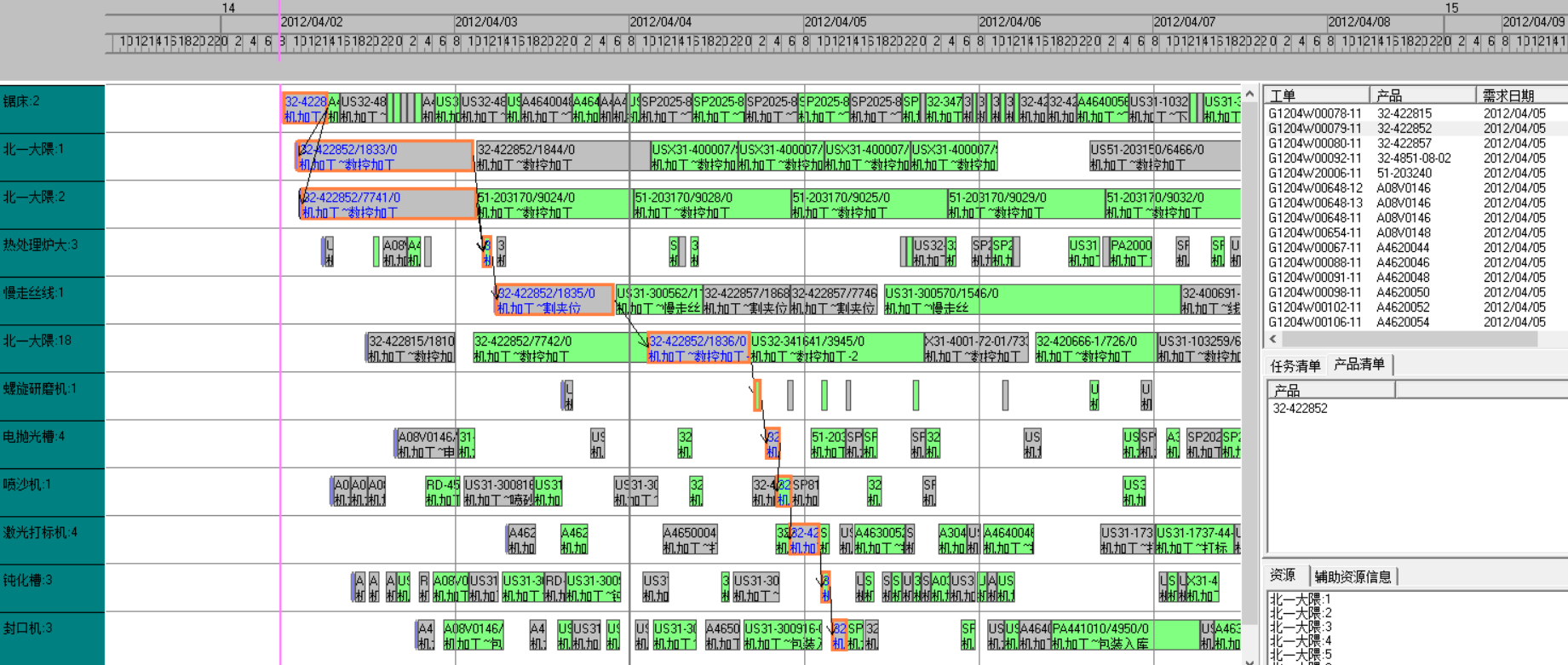
以上加亮部分为工单工序,每个矩形是一个工序任务,窗口右侧为工单清单,因工单较小,时间短,因此未拆分。
2. 任务拆分与辅助资源约束
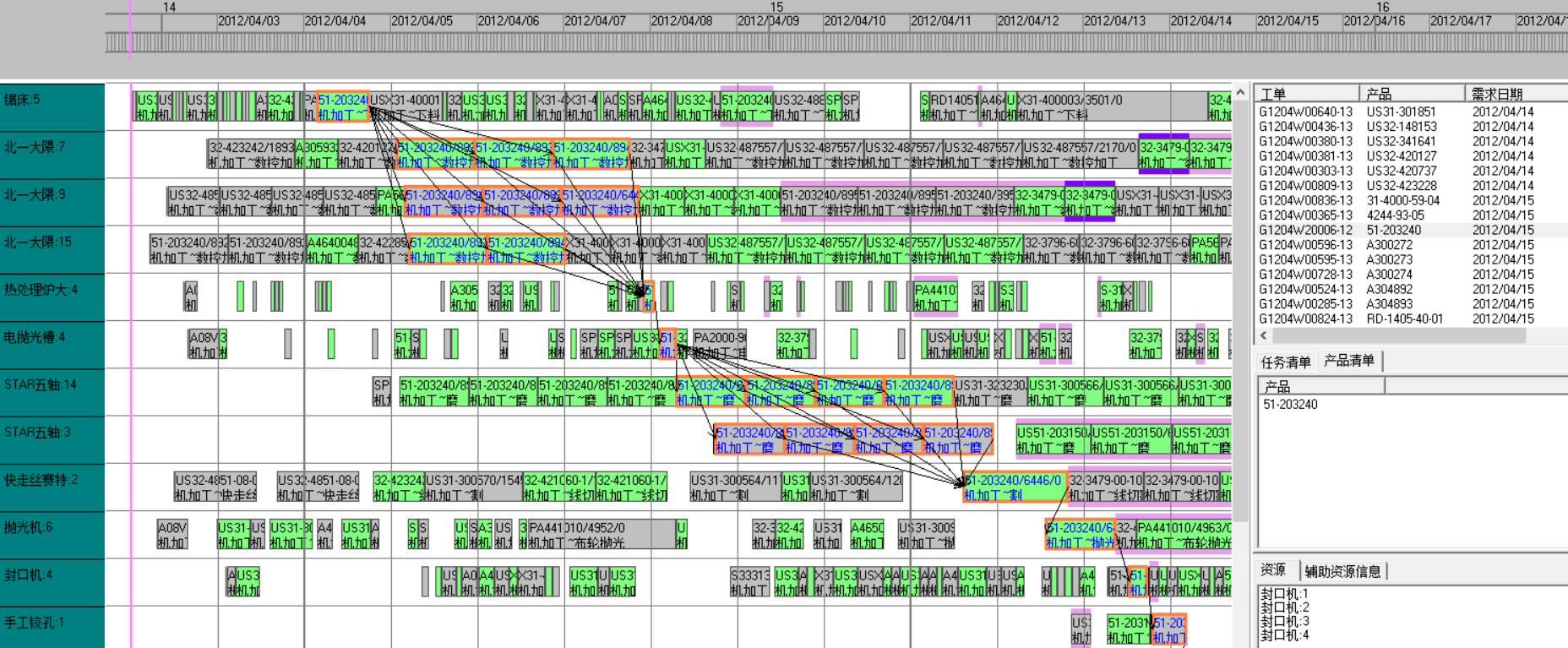
需要较长加工时间的工序,系统会自动拆分为多个工作,并分配在不同的设备上。具体分配的设备数量由夹具的数量决定,如下所示:

在以上工单排程中,数控加工和打磨时间较长,系统自动拆解任务(加亮部分分成多个矩形)。拆分任务时间长短可定义。本示例中定义为22小时。
产品工序模型如下:

此产品定义了夹具,数量各为2个,加工需要使用1个,因此任务拆分后,分配到2台机器

如果将夹具总数定位3,则排程结果如下:

由上可见,在数控加工工序,分到3台设备。在打磨工序,受到夹具限制,仍然分到两台设备
3. 输出报表示例:
设备负载

需求与产出

生产计划

 电话
电话 邮箱
邮箱 北京市房山区良乡凯旋大街建设路18号-D4857
北京市房山区良乡凯旋大街建设路18号-D4857