一个无需聚氨酯、复合资料或其他塑料的出产项目
需求将铝片限制成型
出产出大型隔热板
这种隔热板是由两片不同的铝片
中心再夹一层薄的绝热资料复合而成
它们被设备在车辆下部起维护效果
以隔绝排气管开释的热量
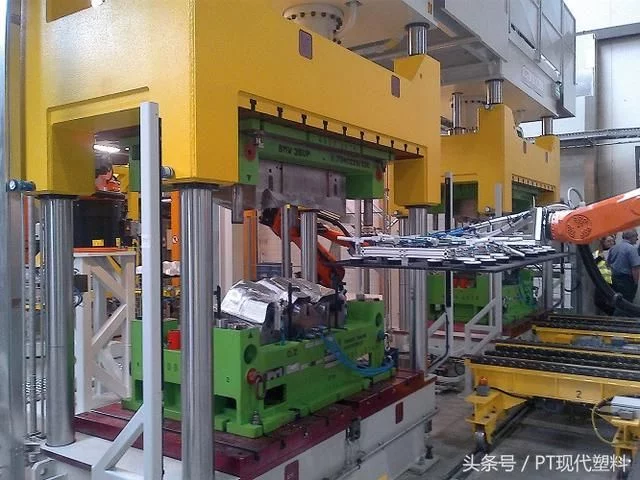
彻底由康隆(Cannon)Ergos规划和缔造的全主动出产线
为此供给了绝佳的解决计划
10项不同的操作工序顺次完结
每件的出产节拍仅10s
一同来看看这条出产线的难点和立异点吧
这条出产线的原始技能要求由一家跨国的轿车零部件一级供货商提出,在该公司曾经的出产设备中,从未有过康隆(Cannon)的解决计划,原因是:他们没做过聚氨酯、复合资料和热成型的产品。
这家公司首要出产各种类型的隔热板。这些设备在车辆下部起维护效果的大型零部件,用于隔绝排气管开释的热量:现在,轿车排气管的尾气催化转化器会到达很高的温度,这样的高温会影响到乘客,并损坏轿车底部的人工组成件。
这些隔热板终究将以严厉的质量和交货期,供给给德国一切的轿车制造商。
一种十分特别的出产工艺
这种隔热板是由两片不同的铝片、中心再夹一层薄的绝热资料复合而成,终究的产品长1.5m、宽0.5m。
依照客户要求,需求选用一种彻底主动化的出产工艺,保证出产线每10s即可做出一个产品。
康隆(Cannon)Ergos的工艺专家们,曩昔首要从事对塑料加工与成型的新工艺开发,这一次,他们需求打开思路,为这种特别的要求规划全新的解决计划。
他们甄别了每个问题危险,尽可能地整合一系列的解决计划,以便用一种经济的方法来满意客户对高产量与高质量的要求。
他们面对许多难题,包含:
● 上料的几摞铝片原材厚度从0.2~1.5mm不等。由于静电或其他物理的原因,铝片原材经常会吸附在一同,此刻,一个主动吸盘体系很难一次精确地只提取一片铝材,而两片铝材不能一同加工。
● 提取的铝片在被放入压机前,有必要精确地居中定位。关于不同厚度和尺度的铝片,履行这一操作也很困难。
● 该工厂的可用面积十分紧凑,出产线的几个岛站在规划上都无法预留出太多的自由空间。
● 每种隔热板都需求一套特别的模具。每换产一种隔热板,都需求在3个不同的方位换5~7副不同的重型分模具:当然,如果工厂每分钟要产6件产品,切换成另一种产品的变换时刻也不能长达几个小时。
主动化与兼容度
作为独自一家供货商,康隆(Cannon)Ergos担任供给整条出产线的交钥匙计划。
在处理和成型各种不同的资料方面,康隆(Cannon)Ergos已积累了许多老练的经历,有些经历也被用于这条出产线各个岛站的规划和缔造上。
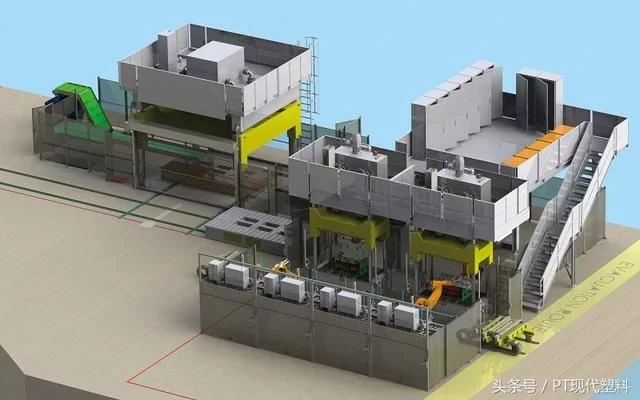
这条出产线的几大首要部分是:
● 提取片材站,可操作两摞不同的铝片原材,带有特别的离垛和单张片材提取设备。
● 机器人定位站:机器人与特别的摄像头和主动对正设备协同作业,能够视觉辨认铝片当时的方位。
● 两台成型压机,用于成型两片不同的铝材。
● 一个产品拼装站,将两片成型的铝材组合在一同,中心可能再夹一层薄的绝热资料。对此岛站的规划是最困难的,由于可用的占地面积有限,所以不能把一切设备都铺开安置:拼装站有必要选用笔直规划,让布局更紧凑。
● 一台大型多工位压机,压板尺度4m×2m,合模力3500 kN。压机选用传递式作业,一件产品要依序经过5道不同的冲压和成型操作,压机要十分迅速地打开和封闭5次。产品一步一步地从一副模具主动转到下一副模具。这台压机的特点是,有一个可全体移动的下压板,答应在15min.内快速替换整套模具。
● 多台机器人在整条出产线内用于抓持铝片和产品。
● 一整套电控体系,为这几大组件之间的快速数字通信供给了最新的解决计划,变换出产时,也能够很方便地为不同的操作编程,客户和用户可在归纳质量记载中,看到详细的出产前史和报警记载。
这一次,康隆(Cannon)Ergos又是彻底遵从客户的要求,规划并制造了这条高性价比的优质隔热板全主动出产线,其大批量出产时的速度,满意了这家抢先的欧洲轿车零部件制造商的要求。
 电话
电话 邮箱
邮箱 北京市房山区良乡凯旋大街建设路18号-D4857
北京市房山区良乡凯旋大街建设路18号-D4857