中国(北京)国际汽车制造暨工业装配博览会
2018年7月19-21日
北京·中国国际展览中心
连接技术是制造技术的重要组成部分,现代工业特别是汽车、飞机的制造过程中,先进的连接技术才能适应新的挑战。

下面小铝就浅析几个常用的连接技术。
1
常用焊接技术
焊接技术就是高温或高压条件下,使用焊接材料(焊条或焊丝)将两块或两块以上的母材(待焊接的工件)连接成一个整体的操作方法。主要应用在金属母材上,在铝行业中主要有MIG/MAG焊、激光焊接、点焊、摩擦搅拌焊等。
MIG/MAG 焊
这种焊接方法是利用连续送进的焊丝与工件之间燃烧的电弧作热源,由焊炬嘴喷出的气体来保护电弧进行焊接的。
铝MIG/MAG焊特点:
方便的进行各种位置的焊接;
焊接速度较快;
熔敷率较高;
铝MIG/MAG焊目前遇到的问题:
采用铝合金后,材料厚度比原来的更薄,易出现工件焊穿现象;
焊后更易变形;焊后易出现焊接裂纹;
热影响区母材强度易弱化;
钢和铝异种金属之间不易连接等。
铝MIG/MAG更好的焊接方法:
CMT (Cold Metal Transfer)
电弧工艺
这种冷金属过渡技术,在世界上首次实现了钢和铝的连接。和传统的MIG/MAG焊接相比,CMT工艺真的是“冷过渡”。其特点如下:
通过机械回抽实现熔滴分离,
可实现极低热输入量
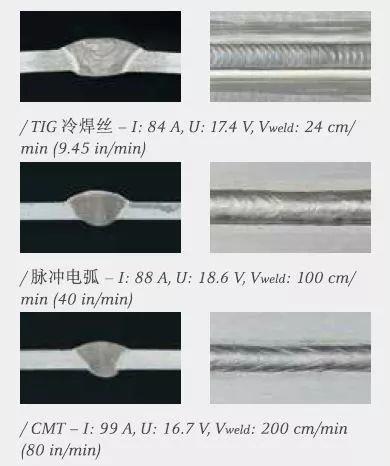
/ CMT的熔滴过渡时在电流几乎为零的情况下,通过焊丝的回抽将熔滴送进熔池,热输入量迅速减少,对焊缝的持续的热量输出的时间非常短,从而给焊缝一个冷却的过程,显著降低了焊接变形量,同时使得焊缝形成良好的搭桥能力,进而降低了工件的装配间隙要求及对夹具精度的要求。使用CMT焊铝时,相比TIG冷焊,减少了90%的热量输入。CMT可焊接厚度仅为0.3mm的超轻板材。
极为稳定的电弧
/ CMT拥有极为稳定的电弧。电弧长度可被机械的检测和调整,无论工件表面情况如何或者你想以何种速度进行焊接,电弧始终保持稳定,焊接过程几乎无飞溅,更无烧穿现象。
更快的焊接速度
/ 在同等焊缝质量和相同侧壁润湿的情况下,焊接速度几乎是TIG冷焊的10倍。
激光焊接
激光焊接是以激光作为能量载体的一种高能量密度焊接方法,激光焊接是将高强度的激光束辐射至金属表面,通过激光与金属的相互作用,使金属熔化形成焊接。其中铝合金激光焊接目前应用也越来越广泛。
铝合金激光焊接技术的特点:
需要采用铝制焊丝;
非接触焊接,变形小;
焊接质量好,焊缝强度等于或超过母材强度;
可实现不同型号、异种金属之间的焊接,尤其适用于(超)高强度钢板、铝合金;
搭接边较传统点焊缩短,有利于车身轻量化及降成本。
激光焊接部分应用领域:
飞机大蒙皮的拼接、也用于薄壁零件的制造中,如进气道、波纹管、输油管道、变截面导管和异型封闭件等。其
更好的激光焊接方法:
LaserHybrid
激光复合焊
激光复合焊原理介绍
激光焊是通过光纤将能量传输到工件上,而电弧焊则是通过弧柱传输能量。激光焊的热影
响区非常窄,焊缝的深宽比大,具有高的焊接速度,但由于焦点直径很小,所以焊缝搭桥
能力很差。电弧焊的能量密度比较低,加热面积较大,焊接速度相对较低。Laserhybrid 激光复合焊技术是将这两种焊接技术完美的结合起来,从而获得了优良的综合性能。
激光复合焊优势
激光复合焊涵盖了激光焊和MIG焊的优点:
/ 更低的装配时间、更低的成本、更高的生产效率
/ 焊接速度最高可达到9 m/min
/ 焊接铝系列材料时,起弧没有缺陷
/ 更深的熔深,更窄的焊缝,更低的热输入
/ 填充金属使焊缝具有更好的塑性,更高的接头强度
/ 更大的焊缝间隙,更高的接头熔合率
/ 更高的工艺稳定性和系统利用率
点焊
铝的点焊工艺是在电极压力下,靠电阻热熔化铝材,将其连接到一起的工艺,主要用于铝合金同质材料之间的连接,连接工艺中较难的一种。铝点焊设备控制器要求控制准确、稳定,控制器焊接时间设置毫秒控制,焊接输出电流10 ms达到稳定状态。铝点焊一般采用复合电极来提高寿命,电极帽表面采用特殊的圆环式设计,可以在铝材表面产生不同的应力区,破坏氧化膜以得到可控制的电阻。
铝点焊的特点:
可以实现多种厚度材料组合的连接,工艺柔性好;
铝点焊的静态强度及疲劳强度高;
单步工艺时间可控制在3 s以内。
铝点焊目前面临的难题:
铝的电阻比钢小,导热系数远好于钢,点焊时需要用数倍于钢的点焊电流;
电极易被污染;
点焊部分应用领域:
汽车零部件、自行车零部件、金属箱柜制造、建筑机械修造、异形标准件、工艺品、电子元器件、仪器仪表、电池点焊、五金点焊、电气开关、电缆制造、过滤器、消声器、金属包装、化工容器等。
更好的点焊方法:
DeltaSpot
电阻点焊技术
DeltaSpot电阻点焊工艺是针对铝焊而开发的新技术。它的创新在于配备了独特的电极带。电极带的发明带来了前所未有的优势。
/ 极高的工艺可靠性,每个电阻焊点均可达到100%的重复精度:母材和电极受到电极带保护,电极带在电极和需要接合的母材之间运动从而实现连续的焊接过程,确保在多个班制中保持恒定的质量水平。
/ 每个焊点都使用全新的有效电极:由于电极带的保护,电极头避免了来自于母材的磨损,同时避免了受到锌、铝或有机残渣的污染。在这样的保护下,电极的使用寿命显著提高。在用铝板(AlMg3 合金)做的焊接实验当中,电极的使用寿命高达大约 30,000 个焊点。
/ 焊接表面无飞溅:由于电极与母材不进行直接接触,因此确保了无飞溅的焊接效果。尤其是在焊接铝板时,电极带的涂层能够优化与铝材的接触,避免了飞溅及由此造成的部件损坏。
/ 利用电极带,可精确控制热输入量:三板连接(两张厚板、一张薄板)对于传统的点焊来说是个老大难问题。焊点在厚板范围内形成,不足以抓住薄板。而DeltaSpot的电极带通过其额外的热输入有针对性地控制焊点的深度。因此,薄板范围中的低热量能够通过电极带利用高电阻来弥补。焊点以这种方式充分深入薄板。同时焊点形状更加对称,在薄板范围内的焊缝体积更大。
DeltaSpot不仅在铝焊方面表现出色,在不同厚度/不同材料焊接方面也具有不可比拟的优势,例如:高标准的焊点外观,表面镀层的高强钢材料焊接等。DeltaSpot可焊接的母材包括:高强钢、表面镀层材料、铝、不锈钢、钛、镁、复合材料等。
那么重点来了,
这些更好的焊接方法
是谁带来的呢???
这些创新技术均由奥地利伏能士焊接技术国际有限公司Fronius International GmbH.推出。
伏能士将首次携手BIAME汽车制博会(展位号T310),为汽车制造行业提供多项自动化焊接解决方案。此次伏能士亮相,会在现场展示更多前沿连接技术与工艺,现场演示让大家眼见为实!

2
常用机械连接技术
机械连接工艺是指利用紧固件将零件连接起来的过程和方法。常用的机械紧固件主要有螺栓、螺钉和铆钉。
铆接技术
通俗的讲铆接就是指两个厚度不大的板,通过在其部位上打洞,然后将铆钉放进去,用铆钉枪将铆钉铆死,而将两个板或物体连接在一起的方法。
铆接特点:
铆接过程中无化学反应;
其抗静拉力和抗疲劳性都要优于点焊工艺,且板材在铆接时不需要钻孔;
工艺步骤简化,节省成本,并能适合汽车车身高效率的生产
部分应用领域:
汽车身的覆盖件、摇窗机、车顶窗等
3
专注轻量化材料连接工艺
共话汽车智能制造未来
目前汽车轻量化用材铝件的连接工艺有十多种,分别为点焊、螺柱焊、弧焊、自攻螺丝连接(FDS)、自冲铆接工艺(SPR、TOX)、激光焊、粘接、压铆、拉铆、搅拌摩擦焊、电子束焊接。

 电话
电话 邮箱
邮箱 北京市房山区良乡凯旋大街建设路18号-D4857
北京市房山区良乡凯旋大街建设路18号-D4857